今天咱們講一下(xià)用(yòng)數控線鋸機好(hǎo)用(yòng)的原因。線鋸機故能(néng)思議(yì)就是用(yòng)了(le)切割帶狀木(mù)料的機械。數控又名cnc,爲方便理(lǐ)解就是電腦(nǎo)帶鋸機。很(hěn)多人不了(le)解線鋸機有什(shén)麽好(hǎo)處,隻感覺這(zhè)機械又貴又笨占地面積不如小(xiǎo)帶鋸用(yòng)的方便,其實不是然。
一、線鋸機好(hǎo)用(yòng)的原因
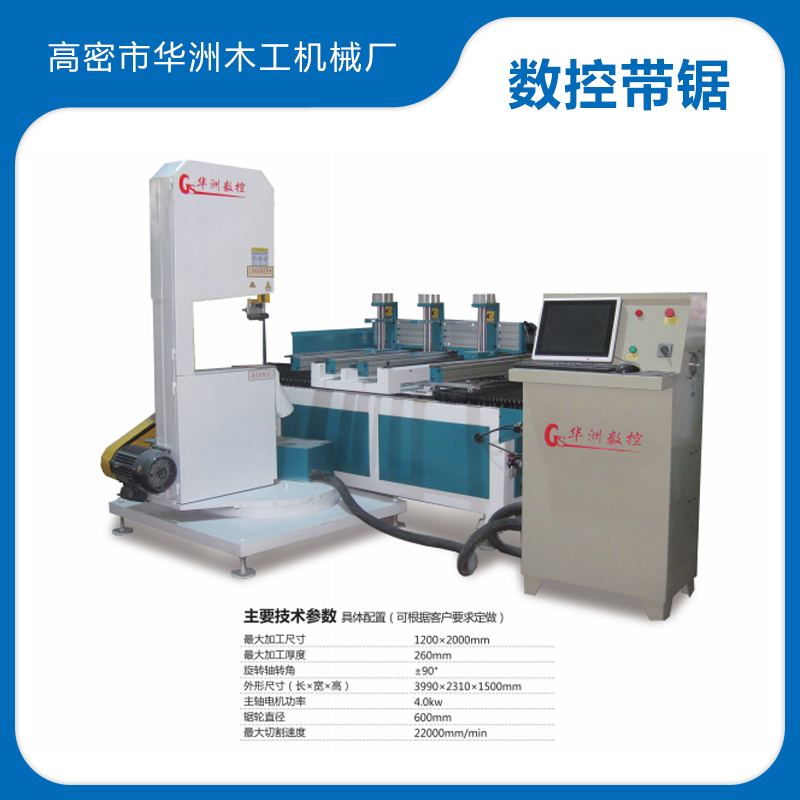
1. 數控曲線線鋸占地面積大(dà),是因爲鋸床在工(gōng)作(zuò)的時(shí)候的動力是非常大(dà)的,鋸頭配上(shàng)4kw的電機,電機主軸的轉速比較高(gāo)可以達到(dào)一萬多轉,這(zhè)個速度是很(hěn)驚人的這(zhè)樣就要求機械的穩定性是必須要好(hǎo)。所以機械的整體的構造比較大(dà),因爲機械使用(yòng)的動力比較大(dà)所以切割的層數很(hěn)多。
2. 數控帶鋸有一個好(hǎo)處就是鋸頭扭動在合理(lǐ)的範圍内可以扭動到(dào)90度角,正負90度以鋸頭爲中軸可以旋轉180度,這(zhè)樣大(dà)部分的弧度都可以完成但(dàn)是帶也(yě)是有局限行的,那就太小(xiǎo)的弧度帶鋸是切不了(le)的。市面上(shàng)目前有兩周種開(kāi)榫機一種是鋸頭扭動,一種是鋸條扭動都不切割直徑小(xiǎo)于6cm的弧度。
3. 數控線鋸機切割安全系數高(gāo),數控帶鋸是由電腦(nǎo)控制機械進行工(gōng)作(zuò),所以工(gōng)人的手不用(yòng)接觸刀(dāo)具,隻需要上(shàng)下(xià)料就行,在電腦(nǎo)上(shàng)進行畫(huà)圖操作(zuò),不需要專門(mén)的銑床師傅。
4. 線鋸機有記憶功能(néng),一次編程就可以終生記憶操作(zuò)簡單,下(xià)次加工(gōng)這(zhè)個這(zhè)部件的時(shí)候直接調出了(le)使用(yòng)就行。
5. 這(zhè)款設備還有一個非常大(dà)的優點那就是節省木(mù)料,方便二次拼版。
線鋸機鋸切工(gōng)藝
二、線鋸機鋸切工(gōng)藝分析
帶鋸條是套在上(shàng)、下(xià)鋸輪上(shàng)的柔性無端有齒鋼帶,僅在張緊力的作(zuò)用(yòng)下(xià)具有一定的剛度,它基本上(shàng)不能(néng)承受側向的扭轉推力。當實施曲線鋸切時(shí),因其條鋸路寬度。
三、線鋸機切割方向要求
數控木(mù)工(gōng)曲線帶鋸機的工(gōng)作(zuò)原理(lǐ)及總體布裏具有一定的寬度,而鋸路寬度又十分有限,若不采取相應的措施,必然會(huì)造成鋸切加工(gōng)面與鋸條背部的接觸和(hé)擠壓,使鋸條産生扭曲變形而無法工(gōng)作(zuò),嚴重時(shí)甚至會(huì)造成鋸條脫落或斷裂等事(shì)故。因此,曲線鋸切時(shí),必須使鋸條在切削位置上(shàng)始終處于與輪廓軌迹曲線相切的位置,以比較大(dà)限度地保證鋸條的背部與加工(gōng)出來(lái)的輪廓面基本上(shàng)不發生接觸與擠壓。爲此目的,曲線鋸切時(shí)必須使鋸條和(hé)加工(gōng)工(gōng)件之間不斷地根據曲線的走向和(hé)曲率半徑進行角度的調整,保證鋸條與加工(gōng)曲線始終相切。在手工(gōng)進料曲線鋸切時(shí),由操作(zuò)人員通過不斷地在送料的同時(shí)使工(gōng)件作(zuò)适當的轉動加以滿足。而在數控曲線鋸切時(shí),則在X, Y軸坐(zuò)标作(zuò)位移運動的同時(shí),還要使鋸條作(zuò)相應的擺轉運動。于是,數控曲線鋸切帶鋸的數控系統,必須是一個三軸聯動的系統,即三軸控制、三軸聯動,其中,Z軸的轉動,必須以鋸條在鋸切位置上(shàng)的鋸齒線爲轉動中。數控曲線鋸切的加工(gōng)輪廓曲線,其比較小(xiǎo)曲率半徑R受到(dào)鋸條幾何尺寸參數的制約。
以上(shàng)我們對(duì)線鋸機的好(hǎo)處做了(le)詳細的介紹,包括設備的切割工(gōng)藝和(hé)切割方向要求,大(dà)家看(kàn)完之後認真按照說明(míng)操作(zuò),一定會(huì)有很(hěn)大(dà)的提升。


裏給我發消息") 服務熱線:0536-2755729
電子郵箱: 13854467285@huazhoushukong.com
服務熱線:0536-2755729
電子郵箱: 13854467285@huazhoushukong.com 